











































Ao usar uma máquina de corte a laser para processar materiais metálicos, a qualidade final do corte a laser é a primeira preocupação. Para os metalúrgicos, se a qualidade de ponta do laser não atingir o padrão, haverá desperdício de material, redução da eficiência da produção e aumento do custo de produção. Para os indivíduos que adotam o corte a laser por hobby ou que ganham a vida com o corte a laser, eles também precisam se concentrar na qualidade do corte a laser para que possam fazer bons produtos. A máquina de corte a laser desempenha um papel excelente na indústria de fabricação de metal. Possui alta eficiência de corte e boa precisão de corte. Os usuários precisam dominar as habilidades básicas de controle de qualidade de corte a laser e solução de problemas de corte a laser para que possam realmente exercer o excelente desempenho de processamento da máquina de corte a laser.
Este artigo resume todas as informações sobre controle de qualidade do corte a laser e solução de problemas de corte a laser. E espero que ele possa ajudar os usuários a controlar suavemente a qualidade do corte a laser em operações reais e alcançar resultados de corte a laser de alta qualidade.
Princípio de funcionamento do corte de metal a laser
A fim de compreender melhor como a máquina de corte a laser corta metal, podemos olhar para esta imagem para aprender o princípio de funcionamento do corte de metal a laser.
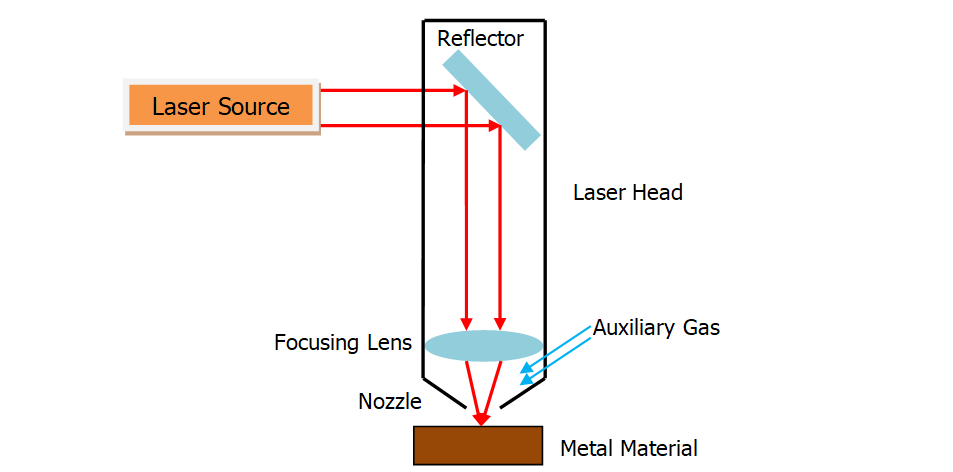
O processo de corte de metal a laser inclui principalmente as seguintes quatro etapas:
- A fonte de laser emite um feixe de laser de alta energia. E o feixe de laser reflete na lente reflexiva e foca em um ponto através da lente de foco.
- O feixe de laser passa pelo bico. E, ao mesmo tempo, o gás auxiliar coaxial com o feixe de laser também é liberado através do bico.
- O feixe de laser focaliza a peça de trabalho. E a energia altamente concentrada excede o ponto de fusão e o ponto de vaporização do metal, fazendo-o derreter instantaneamente, vaporizar e formar um buraco.
- A cabeça de corte a laser carrega o feixe de laser para se mover de acordo com o caminho predefinido e torna os furos contínuos, formando assim uma costura de corte.
O corte a laser é um processo no qual o feixe de laser, o gás auxiliar e o bico trabalham juntos. Se a potência do laser, gás, bico e taxa de alimentação forem ajustados corretamente, podemos obter um corte suave na peça de trabalho. No entanto, os usuários geralmente não sabem avaliar a qualidade de seu corte a laser e suas causas. Portanto, na seção a seguir, vamos nos familiarizar como verificar a qualidade do corte a laser.
Como verificar a qualidade do corte a laser?
Verificar e avaliar a qualidade do corte a laser é a premissa do controle de qualidade do corte a laser. Os usuários podem verificar a qualidade do corte a laser de acordo com os seguintes aspectos.
Qualidade Piercing
Na maioria dos casos, no início do processo de corte a laser, a cabeça de corte a laser precisa fazer um pequeno orifício na superfície da peça de trabalho e depois continuar o movimento linear. E esse processo de perfuração também é conhecido como perfuração. A qualidade da perfuração é um dos aspectos essenciais para testar se os parâmetros de corte a laser estão corretos. Se houver faíscas anormais, ruídos anormais ou uma grande lacuna de perfuração durante o processo de perfuração, isso é uma manifestação de parâmetros de corte a laser inadequados.
Tamanho de Corte
Geralmente, a maioria das peças de metal cortadas por máquinas de corte a laser são peças mecânicas, portanto, o tamanho de corte deve ser correto para uma montagem suave. Use calibradores para medir se o tamanho de corte da peça atende aos requisitos e não excede a tolerância da máquina de corte a laser. Além disso, você precisa verificar se o efeito final do corte a laser é o mesmo do caminho de corte predefinido. Às vezes, o caminho da luz está incorreto devido a configurações inadequadas ou problemas com o bico. Aqui está um exemplo de corte a laser circular. Se as configurações estiverem incorretas ou o bico não estiver alinhado, você não obterá um produto redondo completo.
Tamanho Kerf
O corte (você também pode chamá-lo de fenda de corte) no corte a laser é formado pela fusão parcial do metal após a irradiação do laser. O tamanho do corte é um reflexo da qualidade do corte a laser. Se o corte for muito grande, isso prova que a potência do laser é muito grande ou a velocidade de corte é muito lenta, resultando no derretimento excessivo do metal.
Rugosidade
A rugosidade da fenda de corte pode ser verificada de acordo com a profundidade das linhas verticais formadas na superfície de corte. Se as linhas verticais forem claras e profundas, significa alta rugosidade e má qualidade de corte. Se as linhas verticais forem muito rasas, significa baixa rugosidade e boa qualidade de corte.
Taper
O cone é o ângulo de cima para baixo da fenda de corte a laser. Quando os parâmetros de corte a laser são ajustados razoavelmente, a conicidade produzida pelo corte a laser de placas de metal dentro de 10 mm é extremamente pequena e pode ser ignorada. No entanto, se você precisar cortar peças mais espessas, a posição de corte do feixe de laser irá gradualmente se afastar do foco do laser e divergir, o que expandirá a costura de corte e produzirá um certo afunilamento. A conicidade pode ser controlada dentro de uma faixa razoável. Mas se for muito grande, geralmente é causado por configurações de parâmetros irracionais.
Rebarbas
As rebarbas refletem diretamente a qualidade do corte a laser e também é um problema frequentemente encontrado em várias ocasiões de corte a laser de metal. Um processo normal de corte a laser quase não tem rebarbas. Se houver rebarbas na aresta de corte, significa que os parâmetros de corte a laser não estão corretos. Existem muitas maneiras de resolver diferentes problemas de rebarbas para diferentes metais. E vamos compartilhar as soluções detalhadas na última parte do artigo.
Deformação
A deformação também é uma preocupação comum na indústria de processamento de metal. E geralmente ocorre ao cortar chapas de metal finas ou realizar processamento fino em pequenas peças de metal. Se os parâmetros de corte a laser estiverem incorretos e o calor da irradiação a laser for muito alto, isso distorcerá o material e causará deformação térmica. Portanto, precisamos evitar o superaquecimento e a deformação do material, controlando a potência do laser, a taxa de alimentação e outros parâmetros de corte a laser.
HAZ (zona afetada pelo calor)
A máquina de corte a laser obtém o efeito de corte derretendo ou vaporizando o material. O material ao redor da fenda de corte também será aquecido pelo laser e mudará a estrutura molecular. E a área onde a estrutura molecular muda devido à irradiação do laser é chamada de HAZ (zona afetada pelo calor). O corte a laser causará uma certa zona afetada pelo calor, o que é inevitável. No entanto, podemos tomar medidas apropriadas para controlar o escopo da zona afetada pelo calor dentro de uma faixa razoável.
Perceba o controle de qualidade de corte a laser a partir de 7 aspectos
Por meio da seção anterior, aprendemos como verificar e avaliar a qualidade dos metais de corte a laser. Na parte a seguir, levaremos você a analisar os sete principais fatores que afetam a qualidade do corte a laser. Você pode começar a partir desses sete aspectos para obter melhor controle de qualidade do corte a laser.
Os fatores que afetam a qualidade do corte a laser incluem principalmente a fonte do laser, potência do laser, velocidade de corte do laser, foco do laser, gás auxiliar, pressão do gás e bico.
Fonte de laser
A fonte de laser é a fonte de energia de uma máquina de corte a laser. E a qualidade da fonte do laser afetará a qualidade final do corte a laser até certo ponto. Atualmente, existem muitas marcas confiáveis de fontes de laser no mercado, como IPG, Raycus, Max, JPT e assim por diante. Ao escolher uma máquina de corte a laser, você deve escolher uma fonte de laser com desempenho estável e longa vida para controlar melhor a qualidade do corte a laser.
Poder do laser
A potência do laser representa a capacidade de corte de uma máquina de corte a laser. Maior potência do laser significa maior força de corte. Diferentes tipos de materiais precisam de diferentes poderes de laser. Além disso, a potência do laser adequada para diferentes espessuras do mesmo material metálico também é diferente. A potência do laser inadequada afetará a qualidade do corte a laser de forma negativa. Por exemplo, se a potência do laser for muito grande, a superfície de corte ficará áspera e terá rebarbas. Se a potência do laser for muito pequena, a máquina não poderá cortar a peça de trabalho.
Velocidade de corte a laser
A velocidade de corte é um parâmetro importante que coopera com a potência do laser para controlar o processo de corte. E isso afetará a qualidade do corte final. Se a velocidade de corte for muito rápida, a peça de trabalho não receberá calor suficiente para ser totalmente cortada. Se a velocidade de corte for muito lenta, a peça de trabalho ficará superaquecida e a fenda de corte ficará grande e áspera.
Foco de laser
O ponto focalizado do feixe de laser tem a maior densidade de energia. Quanto menor for o ponto de luz, melhor será o resultado do corte. A posição do foco do feixe de laser afeta diretamente a qualidade do corte a laser, incluindo o tamanho da fenda, a rugosidade da fenda e a conicidade. Antes de operar uma máquina de corte a laser, os usuários precisam se certificar de que o feixe de laser está focado na posição correta. Para corte a laser de aço carbono, a posição do foco é na superfície da peça de trabalho e, quanto mais espessa a peça, mais alta é a posição do foco. Para corte a laser de aço inoxidável, a posição do foco é abaixo da superfície da peça de trabalho e, quanto mais espessa a peça, mais baixa é a posição de foco.
Gás Auxiliar
O gás auxiliar pode auxiliar o feixe de laser a cortar a peça de trabalho com melhor qualidade e, ao mesmo tempo, soprar rapidamente a escória. Os gases auxiliares comumente usados incluem oxigênio, nitrogênio e ar. O oxigênio é usado principalmente para processar aço para ferramentas, aço carbono e aço carbono espesso. O nitrogênio é usado principalmente para cortar aço inoxidável, aço carbono e aço galvanizado. E o ar é usado principalmente para processar alumínio. A pureza do gás auxiliar afetará o resultado final do corte a laser. Por exemplo, o requisito mínimo de pureza do gás nitrogênio é de 99.5%.
Pressão do gás
A pressão do gás auxiliar afetará o efeito de sopro da escória e, portanto, afetará a qualidade final do corte a laser. Diferentes materiais metálicos precisam de diferentes pressões de gás ideais. Se a pressão do gás for muito baixa, o material fundido não pode ser soprado a tempo e irá aderir à parte de trás da aresta de corte. Se a pressão do gás for muito alta, isso enfraquecerá a capacidade de corte do feixe de laser, tornando a fenda de corte maior e mais áspera.
Bocal
A função do bico é controlar a área de injeção de gás auxiliar para controlar a qualidade do corte a laser. Portanto, a estrutura, o tamanho e a altura do bico afetarão a qualidade do corte final. Se o bico estiver parcialmente danificado, isso causará um fluxo de ar irregular e afetará negativamente a qualidade do corte. Diferentes espessuras de corte são adequadas para diferentes diâmetros de bico. Por exemplo, placas de aço inoxidável de 1-6 mm são adequadas para bico de Φ1.2. E placas de aço inoxidável de 6-10 mm são adequadas para bico Φ2.0. Em termos de controle de qualidade de corte a laser, os usuários precisam proteger o bico de colisão, deformação ou derretimento parcial. Além disso, o bico precisa ser coaxial com o feixe de laser para obter a melhor qualidade de corte a laser. Além disso, a distância entre o bico e a peça de trabalho também afetará a qualidade do corte a laser.
Resolução de problemas de qualidade de corte a laser
Existem muitos fatores que afetam a qualidade do corte a laser, mas isso não significa que seja difícil obter alta qualidade de corte a laser. Os usuários podem analisar quais fatores podem afetar a qualidade do corte de acordo com o efeito do processamento para ajustar os parâmetros. A seguir, compartilharemos os problemas e soluções comuns de corte a laser para que você possa resolver seus problemas de qualidade de corte a laser a tempo.
Problemas e soluções de corte a laser em aço inoxidável, aço galvanizado, alumínio e latão
|
Problemas de qualidade de corte a laser |
Razões possíveis |
Soluções |
|
Existem pequenas rebarbas regulares em forma de gota na costura de corte |
1. A posição do foco do laser está muito baixa. 2. A velocidade de corte é muito alta. 3. A potência do laser está muito baixa. |
1. Levante a posição de foco do laser. 2. Reduza a velocidade de corte. 3. Aumente a potência do laser. |
|
Existem rebarbas longas e irregulares em ambos os lados da costura de corte e há descoloração na superfície do metal |
1. A velocidade de corte é muito lenta. 2. A posição do foco do laser está muito alta. 3. A pressão do ar está muito baixa. 4. O material está muito quente. 5. O sistema de transmissão não está estável. |
1. Aumente a velocidade de corte. 2. Abaixe a posição de foco do laser. 3. Aumente a pressão do ar. 4. Resfrie o material. 5. Verifique e ajuste o sistema de transmissão. |
|
Existem rebarbas longas e irregulares em um lado da costura de corte |
1. O bico não está alinhado. 2. A posição do foco do laser está muito alta. 3. A pressão do ar está muito baixa. 4. A velocidade de corte é muito lenta. 5. A posição central da lente de foco do laser está deslocada. 6. O bico está parcialmente bloqueado ou danificado. 7. A lente está poluída ou danificada. |
1. Verifique e ajuste o bico. 2. Abaixe a posição de foco do laser. 3. Aumente a pressão do ar. 4. Aumente a velocidade de corte. 5. Verifique e ajuste a posição central da lente de foco do laser. 6. Limpe ou substitua o bico. 7. Limpe ou substitua a lente. |
|
O material fundido é descarregado do lado superior do material |
1. A potência do laser está muito baixa. 2. A velocidade de corte é muito alta. 3. A pressão do ar está muito alta. |
1. Aumente a potência do laser. 2. Reduza a velocidade de corte. 3. Reduza a pressão do ar. Nota: Certifique-se de verificar se a lente de foco do laser está danificada ou não e substitua-a por uma nova, se necessário. |
|
A ponta fica amarela |
1. O gás auxiliar não é puro. 2. Existem alguns gases de oxigênio ou ar no tubo de ar. |
1. Verifique a pureza do nitrogênio, use nitrogênio gasoso com alta pureza. 2. Aumente o atraso para limpar o tubo de ar. |
|
A costura de corte é áspera |
1. O bico está danificado. 2. A lente está poluída. |
1. Verifique ou substitua o bico. 2. Limpe ou substitua a lente. |
Problemas e soluções de corte a laser de aço carbono
|
Problemas de qualidade de corte a laser |
Razões possíveis |
Soluções |
|
Ao cortar uma forma redonda, a peça acabada não é redonda |
1. A posição central da lente não está correta. 2. O bico está bloqueado ou danificado. 3. O trajeto do laser não está correto. |
1. Verifique e ajuste a posição central da lente. 2. Verifique ou substitua o bico. 3. Verifique e ajuste o caminho do laser. |
|
A peça acabada tem uma lacuna na posição de introdução do corte |
1. O processo de perfuração é muito longo. 2. O calor está muito alto durante o corte. |
1. Reduza o tempo de perfuração. 2. Reduza o ciclo de trabalho e resfrie o material.
|
|
A linha de tração na parte inferior está deslocada e a fenda de corte inferior é mais larga |
1. A velocidade de corte é muito alta. 2. A potência do laser está muito baixa. 3. A pressão do ar está muito baixa. 4. A posição do foco do laser está muito alta. |
1. Reduza a velocidade de corte. 2. Aumente a potência do laser. 3. Aumente a pressão do ar. 4. Abaixe a posição de foco do laser. |
|
Existem rebarbas em forma de gotejamento que são semelhantes à escória e são fáceis de remover |
1. A velocidade de corte é muito alta. 2. A pressão do ar está muito baixa. 3. A posição do foco do laser está muito alta. |
1. Reduza a velocidade de corte. 2. Aumente a pressão do ar. 3. Abaixe a posição de foco do laser. |
|
As rebarbas são conectadas e podem ser removidas como uma peça inteira |
A posição do foco do laser está muito alta. |
Abaixe a posição de foco do laser. |
|
As rebarbas na parte inferior da costura de corte são difíceis de remover |
1. A velocidade de corte é muito alta. 2. A pressão do ar está muito baixa. 3. O gás auxiliar não é puro. 4. A posição do foco do laser está muito alta. |
1. Reduza a velocidade de corte. 2. Aumente a pressão do ar. 3. Use o gás auxiliar com maior pureza. 4. Abaixe a posição de foco do laser. |
|
Existem rebarbas em um lado da costura de corte |
1. A posição central do bico não está correta. 2. O bico está danificado. |
1. Verifique e ajuste a posição central do bico. 2. Verifique ou substitua o bico. |
|
A ponta não é precisa |
1. A pressão do ar está muito alta. 2. O bico está danificado. 3. O diâmetro do bico é muito grande. |
1. Reduza a pressão do ar. 2. Verifique ou substitua o bico. 3. Instale um bico com diâmetro adequado. |
|
A textura do corte é muito áspera |
1. A posição do foco do laser está muito alta. 2. A pressão do ar está muito alta. 3. A velocidade de corte é muito lenta. 4. O material está muito quente. |
1. Abaixe a posição de foco do laser. 2. Reduza a pressão do ar. 3. Aumente a velocidade de corte. 4. Resfrie o material. |
|
O material fundido é descarregado do lado superior do material |
1. A potência do laser está muito baixa. 2. A velocidade de corte é muito alta. |
1. Aumente a potência do laser. 2. Reduza a velocidade de corte. Nota: Certifique-se de verificar se a lente de foco do laser está danificada. E substitua por um novo, se necessário. |
|
Existem faíscas anormais durante o corte |
1. A rosca na conexão entre o bico e a cabeça do laser está solta. 2. O bico está danificado. 3. A pressão do ar está muito baixa. |
1. Aperte a rosca. 2. Verifique ou substitua o bico. 3. Aumente a pressão do ar.
|
|
O laser não pode cortar o material |
1. A potência do laser está muito baixa. 2. A velocidade de corte é muito alta. 3. A posição do foco do laser está muito baixa. 4. O diâmetro do bico não corresponde à espessura de corte do metal. |
1. Aumente a potência do laser. 2. Reduza a velocidade de corte. 3. Levante a posição de foco do laser. 4. Verifique e substitua o bico. |
|
O feixe de laser tem intervalos |
1. A velocidade de corte é muito alta. 2. A potência do laser está muito baixa. 3. A posição do foco do laser está muito baixa. |
1. Reduza a velocidade de corte. 2. Aumente a potência do laser. 3. Levante a posição de foco do laser. |
Pensamento final
A qualidade do corte a laser é afetada por muitos fatores. Em primeiro lugar, configurações inadequadas de parâmetros afetarão o resultado do corte, como potência do laser, velocidade de corte, pressão do ar, etc. Além disso, às vezes haverá problemas, mesmo se os parâmetros forem definidos corretamente. E isso geralmente ocorre porque a pureza do gás não é suficiente ou o bico e a lente estão contaminados ou danificados. Portanto, os usuários precisam verificar o bico antes de cortar, se o cabeçote do laser está funcionando corretamente e, em seguida, definir os parâmetros apropriados. Em seguida, analise as causas de acordo com o efeito específico do corte a laser, ajuste os parâmetros e verifique as peças da máquina para obter a melhor qualidade de corte a laser.